Корзина пуста
Бесплатная доставка
Отзывы
Ваш отзыв будет первым...
Описание
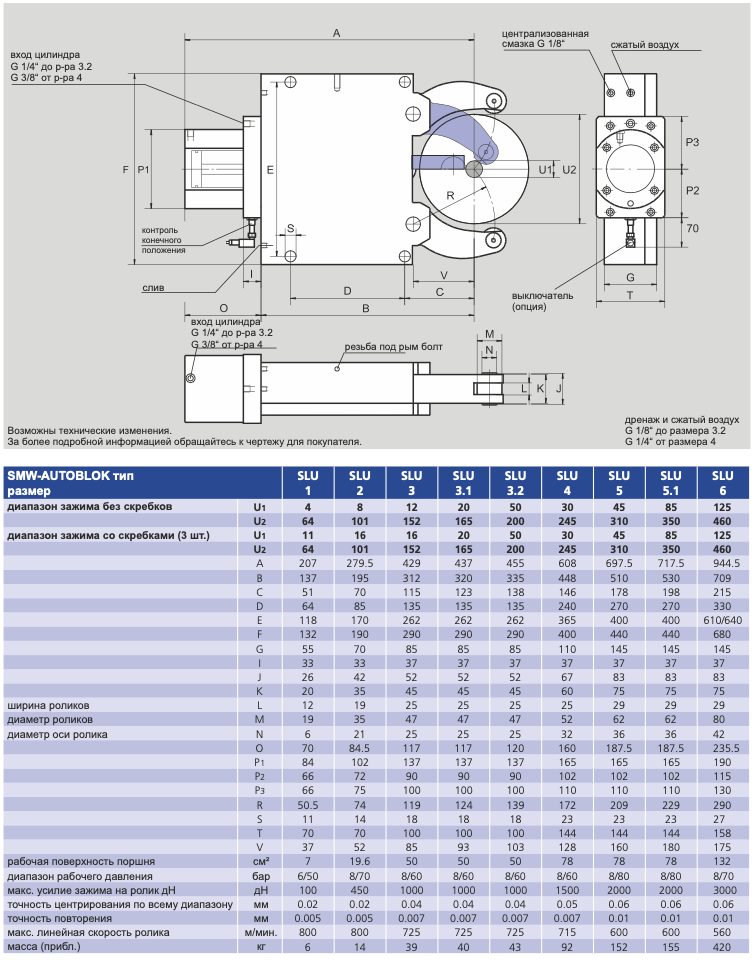
Люнет SLU-M 3.2 самоцентрирующийся 50-200 мм ручная смазка SMW-AUTOBLOK
широкий диапазон зажима;
отслеживание положения люнета „разжим/зажим“;
каленые рычаги.
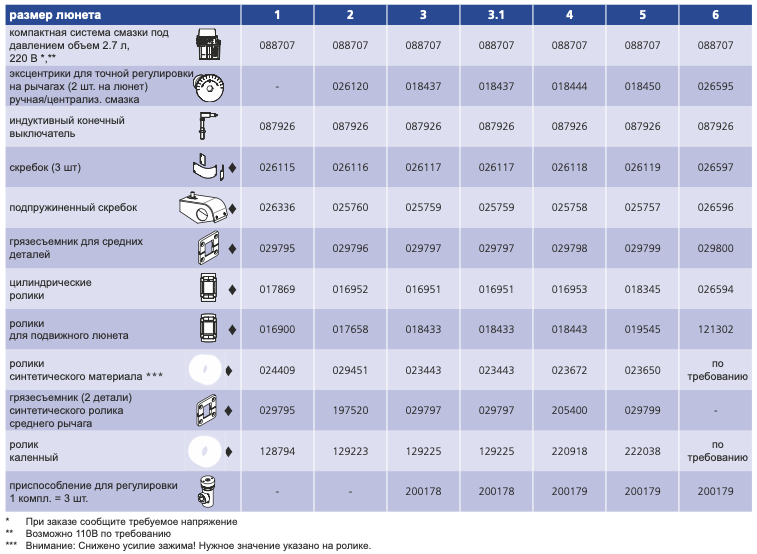
Опции системы смазки

Дополнительные комплектующие
Привод осуществляется встроенным гидравлическим или пневматическим цилиндром с контролем хода поршня и предохранительным клапаном.

Установка
Установка скобы люнета:
Точность люнета помимо прочего зависит от качества изготовления несущей скобы.
Необходимая жесткость и ориентирование плоскости люнета под прямым углом к оси центров станка являются важными условиями.
Опасность повреждения: Проверьте плоскостность посадочной поверхности, иначе люнет будет искривлен.
Проверьте правильное ориентирование под прямым углом к оси центров станка посадочной поверхности скобы в двух направлениях циферблатным индикатором. При необходимости отрегулируйте или обработайте заново скобу люнета.
SMW-AUTOBLOK поставляет подготовленные скобы для применения на различных станинах. Дополнительно по требованию заказчика для быстрого и легкого позиционирования люнета к линии центров станка мы предлагаем встроенное в скобу SMWAutoblok регулирующее устройство. Регулируемые форсунки для смыва стружки и их разводка могут также быть предусмотрены по требованию.
Установка люнета на скобу:
На верхней стороне люнета находится резьба под рым-болт.
Люнет должен устанавливаться на скобу согласно нанесенной на корпус стрелке.
Применяйте только крепежные болты класса 12.9 со специальными шайбами. (Входят в комплект поставки)
Рекомендуемый момент затяжки обозначен на корпусе люнета и не должен превышаться!
Общие указания:
- Никогда не зажимайте люнет, если деталь вращается на больших оборотах: внезапное ускорение роликов может привести к повреждению и пометке внешней поверхности.
- Никогда не передвигайте зажатый люнет в осевом направлении, если деталь не вращается. Это повредит наружнюю поверхность роликов.
- По требованию безопасности обработка внутреннего диаметра или конца детали должна производиться в люнете с предохранительным клапаном для ее удержания в случае внезапного падения давления.
Регулировка люнета/регулировка линии центров
- 1-й шаг Зажмите проверочный пруток/оправку в патроне и удерживайте ее центром задней бабки.
- 2-й шаг Установите два циферблатных индикатора под 90° и проверьте концентричность. Выставьте индикаторы на “0” и оставьте в этом положении.
- 3-й шаг Ослабьте крепежные болты люнета на его скобе так, чтобы он передвигался по посадочной поверхности без отрыва. Зажмите проверочный пруток/оправку люнетом. Слегка затяните крепежные болты. Отведите центр задней бабки. Откорректируйте отклонения, указанные индикаторами, тонкой регулировкой люнета.
- 4-й шаг Затяните крепежные болты и повторите процедуру до достижения требуемой точности. Следите за правильным затяжным моментом
При смене диаметра зажима, положения люнета или зажимного давления бывает необходимым дополнительно отрегулировать положение люнета по линии центров
Для легкой и точной регулировки рекомендуем применение скоб с нашим устройством точной регулировки.
Регулировка зажимного давления
В соответствии с весом детали, частотой вращения шпинделя, длиной детали и усилием резания зажимное давление на клапане перемены давления станка должно регулироваться.

Частота вращения шпинделя
Макс. частота вращения для люнета является функцией линейной скорости его роликов. Она равна линейной скорости зажимного диаметра.Превышение максимальной линейной скорости может привести к аварии и повреждению люнета и обрабатываемой детали.

Замена роликов на рычагах
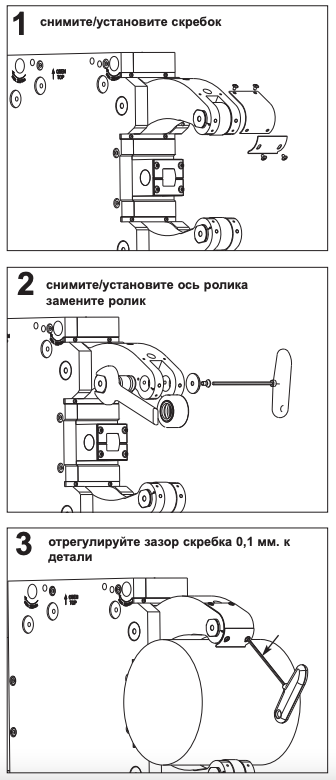
Замена ролика на центральном рычаге
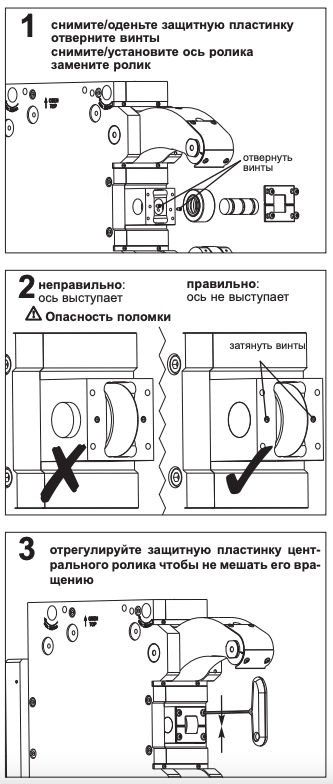
Используйте только оригинальные SMW-AUTOBLOK ролики P05 класса точности! Гарантия не продливается в случае использования роликов других производителей.
Опасность повреждения! Для извлечения оси ролика используйте пластмассовую выкладку. Не перекосите ось ролика при сборке
Ежедневно проверяйте: смазка должна легко поступать на точки смазки, то есть на 3 ролика и центральный рычаг
Ролики и их защитные пластинки (скребки) являются быстроизнашивающимися частями. Чтобы избежать вытекающую из этого поломку своевременно меняйте ролики и скребки!
Ручная смазка М

- SLU 1 4 конических масленки DIN 3405 находятся на осях роликов и на корпусе люнета.
- SLU/SLUA 2 - 3 4 напорные масленки DIN 71412 находятся за табличкой на корпусе люнета.
- SLU/SLUA 4 - 6 5 напорных масленок DIN 71412 находятся за табличкой на корпусе люнета.
Смазывайте ежедневно все точки смазки (4 или 5 точек) с помощью шприца до появления смазки из них. Применяйте смазку KPE 2R-20 DIN 51 502 или аналогичную для роликовых подшипников.
Обслуживание
- Ежедневно: смазка должна легко поступать на точки смазки, то есть на 3 ролика и центральный рычаг.
- Ежемесячно: открыть слив d (его положение можно найти с помощью таблички на люнете) и проверить свободный проход воздуха (только при работе с сжатым воздухом/устанавливается специальная заглушка).
- Ежегодно: соответственно условиям эксплуатации рекомнендуем разборку и чистку люнета как миниму один раз в год.
- Разборку и сборку производить согласно сборочного чертежа на стр.20-22. Заменяйте все уплотнители (набор поставляется как запчасть) после каждой разборки.
- Прочистите все воздушные и масляные каналы и убедитесь, что они не засорены.
- Проверьте все внутренние детали и при необходимости замените на оригинальные SMW-AUTOBLOK запчасти.
- Ежегодно: проверьте предохранительный клапан Встроенный предохранительный клапан должен обеспечивать удержание детали в случае неожиданной потери давления из-за отключения электропитания или разрыва шлангов пока станок не остановится. Для проверки работы давление в линии a “зажим ” должно быть снижено. Должно быть невозможным окрыть рычаги вручную.
- При возникновении проблем замените клапан и повторите тест.
Демонтаж приводного цилиндра

1) Вывинтите 4 винта (1) и снимите корпус цилиндра (2). 2) Вывинтите винт (3) поршня (4) 3) Вывинтите винты (5) и снимите фланец (7) замена уплотнителей При замене уплотнителей рекомендуется замена всех уплотнителей и колец (набор уплотнителей). При сборке не повредите/потеряйте детали, уплотнители, кольца. Пользуйтесь смазкой для шариковых подшипников. Набор состоит из: деталь 8+9: уплотнение поршня деталь 6: кольцо (2 шт.) фланец цилиндра деталь 12: кольцо корпуса цилиндра деталь 10+11: уплотнение штока поршня деталь 13: кольцо штока контроля хода поршня
Установка приводного цилиндра
1) Смажьте шток поршня (14) и осторожно оденьте на него фланец (7) и закрепите винтами (5). 2) Установите поршень (4) на шток (14) и затяните винт (3). 3) Установите корпус цилиндра (2) и закрепите 4 винтами (1) на фланце (7)
Разборка люнета


Очистите все детали проверенной чистящей жидкостью. Устраняйте средство для чистки по предписанию. Замените поврежденные детали на оригинальные SMW-AUTOBLOK запчасти. Заменяйте все уплотнители (набор) после каждой разборки. Сборка в обратном порядке. Фиксируйте винты с плоской головкой возвратной пластины с клеем малой прочности “Loctite 222” При сборке не повредите/потеряйте детали, уплотнители, кольца. Пользуйтесь смазкой для шариковых подшипников.
Набор уплотнителей (группа A перечня запчастей)
- уплотнение штока поршня (2 шт.) - 1
- уплотнение поршня (2 шт.) - 1
- кольцо корпуса цилиндра - 1
- кольцо фланца цилиндра - 2
- кольцо оси рычага - 4
- кольцо смазки средней части - 1
- кольцо штока контроля хода поршня - 1


Модификации
Наличие на складах
Магазин и адрес
Режим работы
Телефон
Наличие
